ネジのザグリ寸法とは?皿ザグリ・キャップボルト穴の基準と実務での注意点!

樹脂や金属の部品加工では、ネジの締結部に「ザグリ穴」が必要になることがあります。
設計図面に正しく指示しなければ、ネジがきちんと収まらなかったり、強度不足を招いたりする原因に…
この記事では、皿ザグリ・キャップボルト用ザグリの基準寸法と、実際の加工で注意すべきポイントを解説します!
ネジのザグリとは?
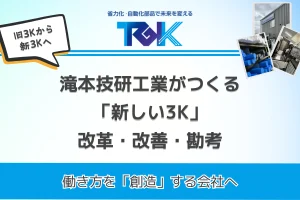
右:キャップボルト穴(ネジザグリ)
「ザグリ」とは、ネジやボルトの頭が部品の表面よりも出っ張らないように、穴の入り口を追加で加工したものです!
- 皿ザグリ … 皿ネジ(円すい形のネジ頭)をツライチで収めるための加工
- キャップボルト穴(ネジザグリ) … 六角穴付きボルトなどの円筒形の頭部を収めるための加工
どちらも見た目の仕上がりだけでなく、機械的な干渉防止や安全性のために重要です!
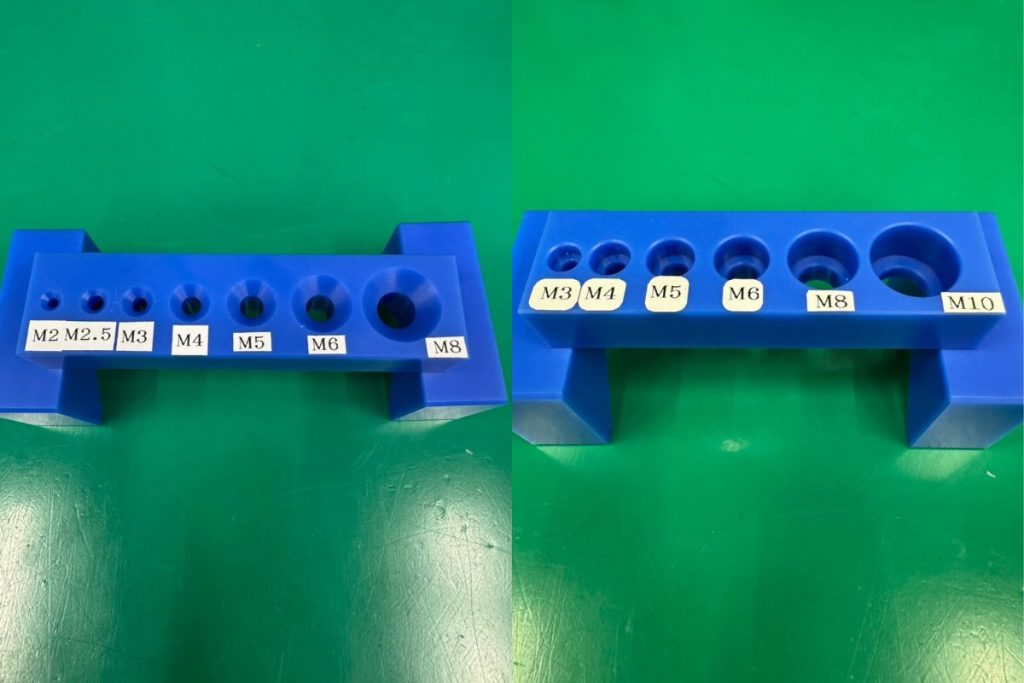
皿ザグリの基準寸法
皿ネジの頭は一般的に90°の円すい形をしています。そのため、皿ザグリ穴も同じ角度で加工しなければ、ネジ頭が浮いたり、逆に沈みすぎて強度を損なったりします。
滝本技研工業では、JIS規格を基準としつつ、材料や用途に応じた寸法調整も行っています!
皿ザグリの寸法例
実際には部材の材質・厚みによって仕上がりが変わるため、図面段階での相談がトラブル回避につながります!
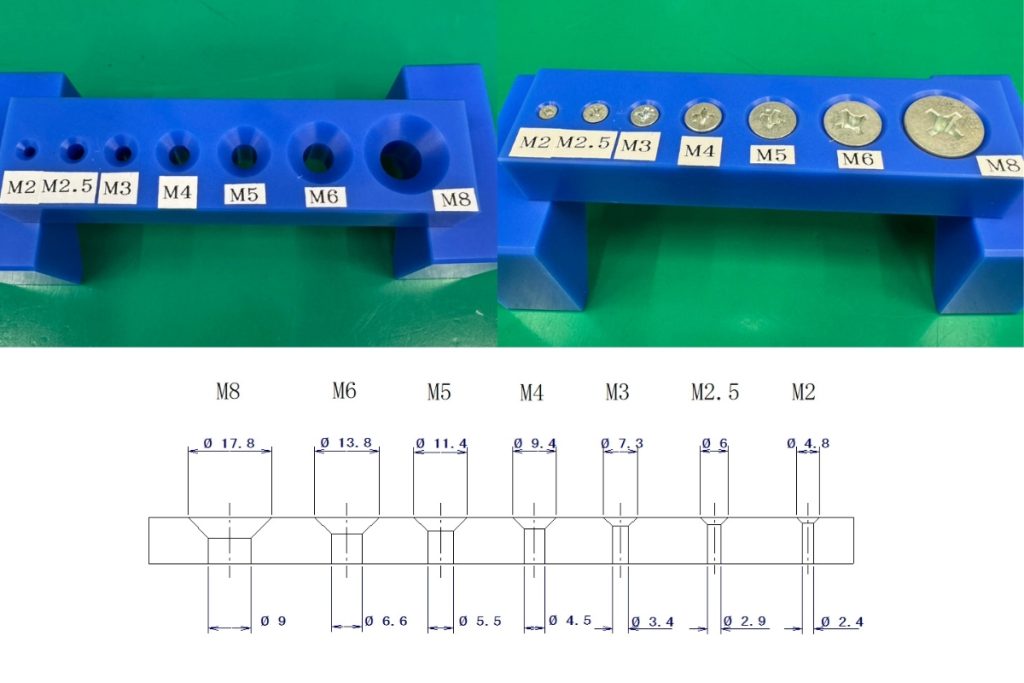
キャップボルト用ザグリの基準寸法
六角穴付きボルト(キャップボルト)は、頭部が円筒形のため、平底のザグリ加工が必要です。このとき、ボルトの頭径より少し大きめに穴をあけ、締結時に余裕を持たせるのが基本!
キャップボルト用ザグリ寸法例
| ネジの呼び | A | B | C |
|---|---|---|---|
| M3 | 6.5 | 3.3 | 3.4 |
| M4 | 8 | 4.4 | 4.5 |
| M5 | 9.5 | 5.4 | 5.5 |
| M6 | 11 | 6.5 | 6.6 |
| M8 | 14 | 8.6 | 9 |
| M10 | 17.5 | 10.8 | 11 |
| M12 | 20 | 13 | 14 |
| M14 | 23 | 15.2 | 16 |
| M16 | 26 | 17.5 | 18 |
| M18 | 29 | 19.5 | 20 |
| M20 | 32 | 21.5 | 22 |
| M22 | 35 | 23.5 | 24 |
| M24 | 39 | 25.5 | 26 |
| M27 | 43 | 29 | 30 |
深さの余裕を適切にとることで、締結後に頭が出っ張るのを防ぎます!
樹脂加工におけるザグリ寸法の注意点
金属と違い、樹脂では「弾性変形」や「熱による変形」が起こりやすく、以下のようなトラブルがあります。
よくあるトラブル
- ザグリ径が小さいと、ボルトが入りにくい
- ザグリ径が大きすぎると、部材が割れやすくなる
- 皿ネジの頭部が沈みすぎて、部品が変形する
滝本技研工業では、材質ごとの最適なクリアランスを考慮し、設計段階での相談にも対応可能です!
図面でのザグリ指示方法
ザグリを指示する際は、以下のように明確に記載することが大切!
- 皿ザグリ:⌀11 90°(M6皿ネジ用)
- キャップボルト:⌀11 深さ6(M6キャップ用)
「角度を省略する」「深さを曖昧にする」と、加工業者によって解釈が異なり、組立で不具合が出やすくなる場合があります。
図面通りなのに、取り付けた途端に割れる💦
— 滝本技研工業公式アカウント|精密樹脂加工のプロフェッショナル (@tgk_takimoto) June 16, 2025
その原因、締結時の応力集中かもしれません。
特にネジ止め部周辺にありがちな…
・肉厚不足
・逃げRなしのザグリ
・下穴との芯ズレ
…これらは加工提案でも改善可能です💡
樹脂加工のお困りごとは滝本技研工業(株)にお気軽にお問合せください✉ pic.twitter.com/tyGhExGSBH
お問い合わせ・ご相談の流れ
プラスチック樹脂部品の加工や設計に関して、実際に多くのお客様から寄せられる悩みをもとに、滝本技研工業がどのように問題を解決してきたか、お問い合わせ〜解決までの流れをご紹介します!
お問い合わせ〜解決までのフロー
- よくあるご相談内容
- 📌 皿ネジを入れたいが、皿ザグリの寸法がわからない…
📌 キャップボルト用の座ぐり穴、基準値が曖昧で不安…
📌 樹脂にそのままザグリ加工をしたら割れてしまった…
📌 公差を指定していなかったため、量産でバラツキが出た…
📌 他社で「対応できない」と断られた
こうした初歩的なお悩みからでも大歓迎です!
- お問い合わせ
- まずはお気軽にお問い合わせフォームやお電話からご相談ください!
お伺いする内容例…
📌 使用するネジの種類(皿ネジ、キャップボルトなど)
📌 材料の種類(POM、PPS、PEEKなど)
📌 想定される用途や使用環境(温度、荷重、繰り返し回数など)
📌 図面やスケッチ、CADデータの有無
📌 想定ロットや量産スケジュール
お問い合わせは技術担当に直接つながるため、スムーズに内容が共有され、初回ヒアリングの段階で技術的アドバイスができることもあります!
- 図面・仕様の確認とヒアリング
- 実際の図面やCADデータをご提供いただき、当社にて以下の視点で確認いたします!
💡 ザグリ径・深さの寸法が適切か
💡 材料の強度に対して肉厚が十分か
💡 公差指定が適切か(射出成形との整合性を含めて)
💡 皿ザグリ or キャップボルト穴の基準寸法との適合性
💡 ザグリによる割れや座屈のリスク有無
さらに、用途やコスト感に応じて、量産を見据えた最適な加工条件をご提案します!
- 最適な加工・構造提案
- ご相談内容や現物、設計情報をもとに、具体的な改善提案を行います!
・強度重視 → 皿ザグリの角度・深さを見直し、割れにくい設計へ
・コスト重視 → ザグリ加工を簡略化し、量産しやすい形状に変更
・量産安定性 → 公差基準を明確化し、社内加工標準に落とし込み
滝本技研工業が保有する皿ザグリ基準寸法表・キャップボルト穴基準表を活用し、最適な寸法をご案内可能です!
- 試作・量産立ち上げサポート
- 提案内容にご納得いただけましたら
💡 試作加工(1個〜10個から対応)
💡 ザグリ加工済み樹脂部品の納入
💡 公差管理が必要な部品の成形+加工の一括対応
など、ご希望に応じたステップで対応いたします!
必要に応じて立ち会い確認や検査成績書の提出も対応可能!
- 納品後のフィードバック対応!
- 納品後に以下のような問題があった場合もご安心ください。
📌 ネジが最後まで入らない
📌 座面にガタつきが出る
📌 思ったよりゆるい/固い
原因を成形・加工・設計段階まで遡り、再提案や補正加工を柔軟に行います!
お問い合わせはこちらから!
FAX お見積もり用紙はこちら
まとめ
ザグリ加工は、ネジやボルトを正しく収めるための重要な要素!
皿ザグリやキャップボルト用ザグリにはJISを基準とした寸法値がありますが、樹脂部品では材質や公差、肉厚によって適切な調整が不可欠です!
図面通りに加工しても「ネジが浮く」「割れる」「がたつく」といった問題は、設計段階での寸法指示やクリアランス設定に原因があることが多く、経験豊富な加工会社に相談することで未然に防ぐことが可能!
滝本技研工業では、皿ザグリ・キャップボルト穴の基準寸法表を保有し、試作から量産まで最適なザグリ寸法と加工方法をご提案可能です!
「図面での指示が不安」「材質ごとの寸法調整に悩んでいる」という方は、ぜひお気軽にお問い合わせください!